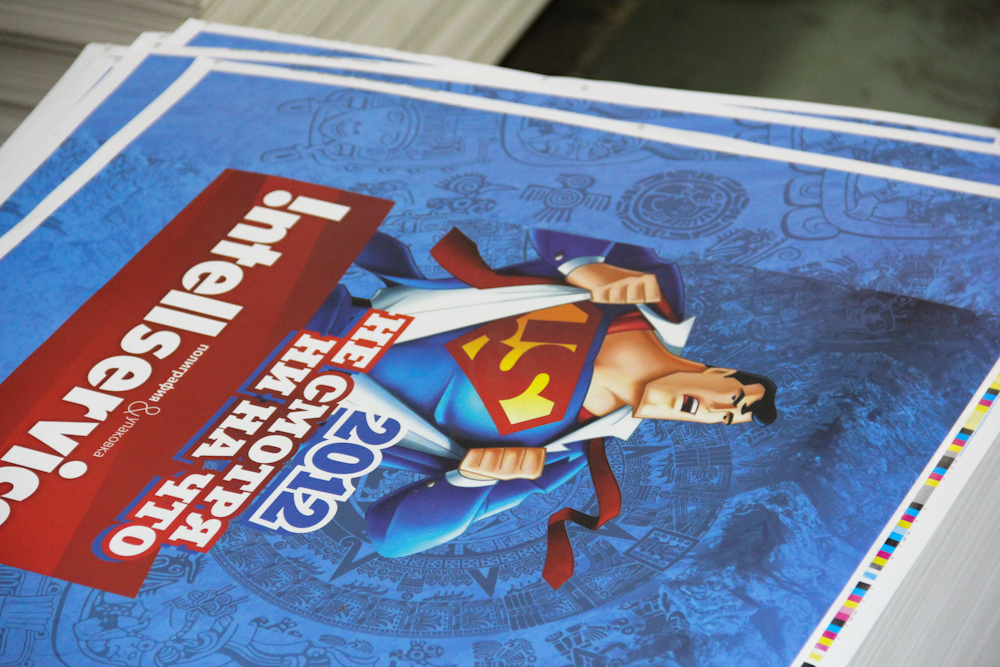
Печатная продукция окружает нас повсюду. Оглянитесь вокруг, глянцевый журнал, календарь, весящий на стене, упаковка любимых конфет, яркая этикетка на сладкой газировке все это и многое другое появляется на свет благодаря отлаженному процессу производства типографии.
Сегодня мы с вами совершим экскурсию по основным производственным линиям типографии «Intellservice». Компания была создана в 1991 году, начав освоение рынка с печати рекламной полиграфии, «Intellservice» сегодня является крупнейшей универсальной типографией.
1. Как и любое другое дело, печатное дело имеет свои этапы, технологические процессы, особенности.

2. Мы постараемся рассказать вам о некоторых этапах производства.

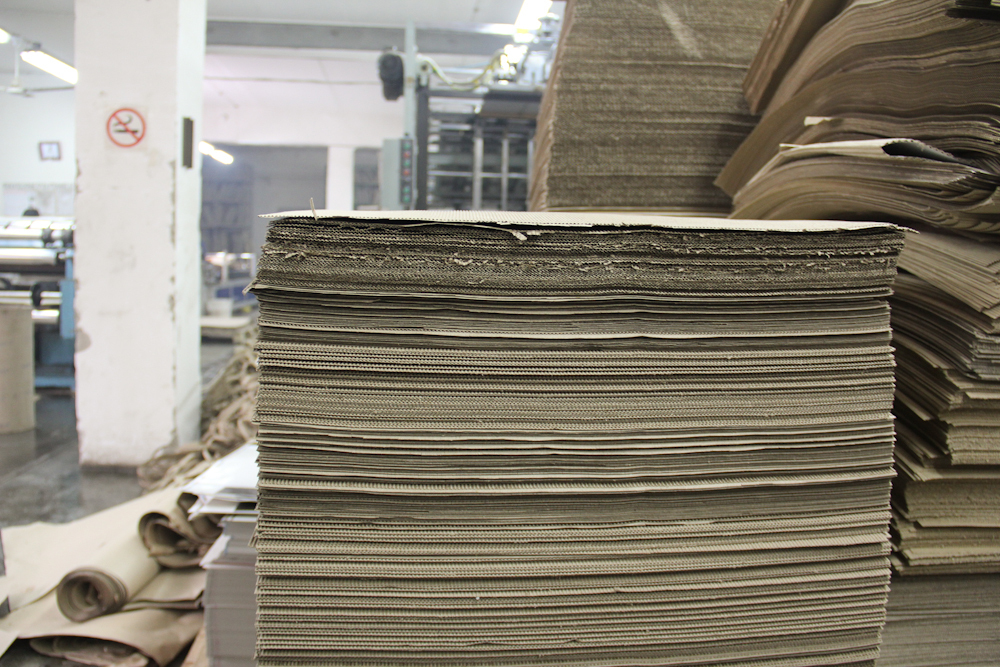
3. Бумага является основой печатной продукции, качество самой бумаги, соблюдение технологических процессов подготовки бумаги к печати напрямую влияет на конечный результат.
Бумага поставляется на типографию в двух вариантах: в листах или в рулонах. Листовая бумага, как правило сразу имеет необходимый размер для печати.

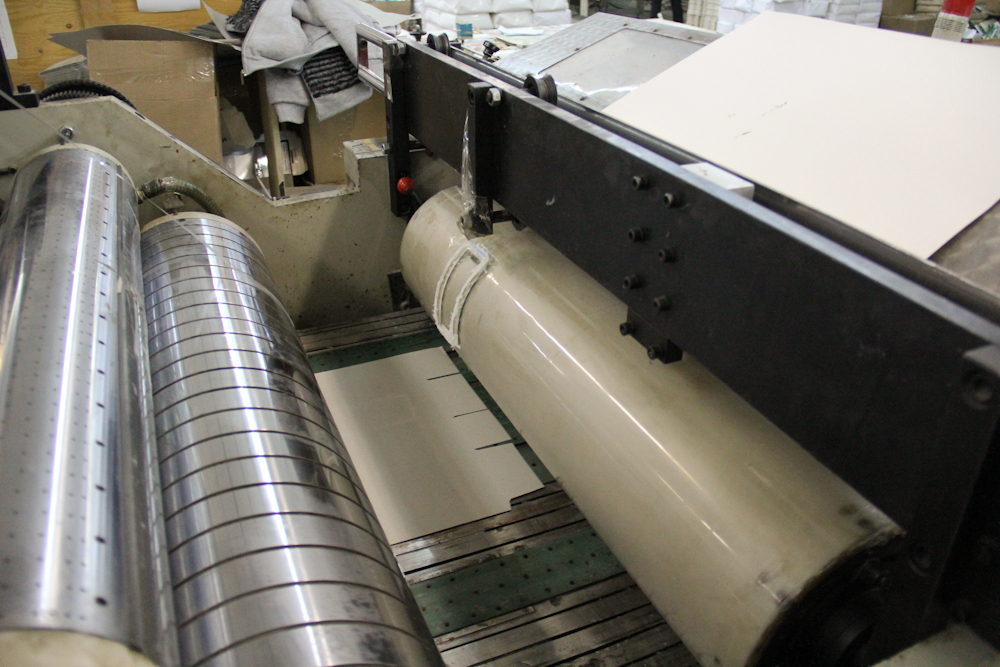
4. Для приведения бумаги в рулонах к необходимому формату осуществляют резку.
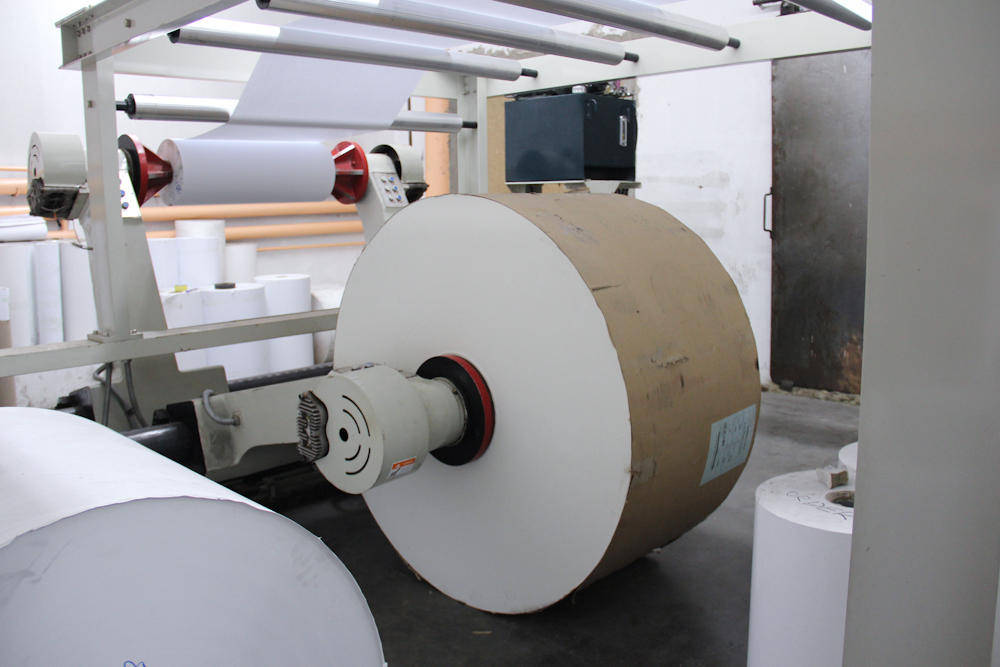
5. Рулон разматывается на листорезательной машине.

6. Машина производит резку с минимальной погрешностью +/- 1 мм.

7.

8. Бумага ждет своего часа, дожидаясь полной акклиматизации. Бумага должна быть определённой влажности и температуры.

9.

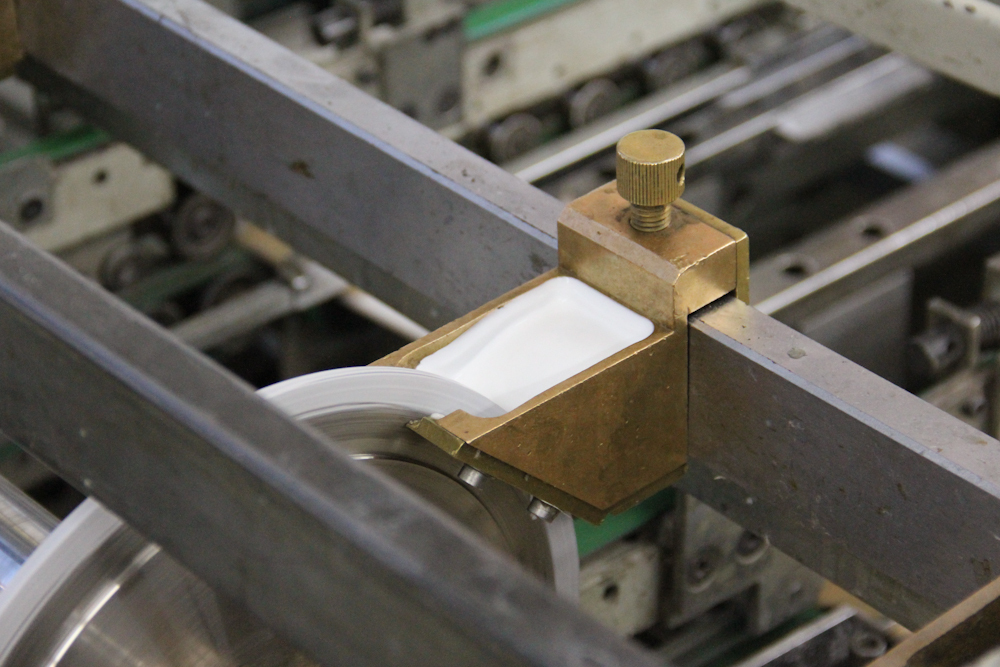
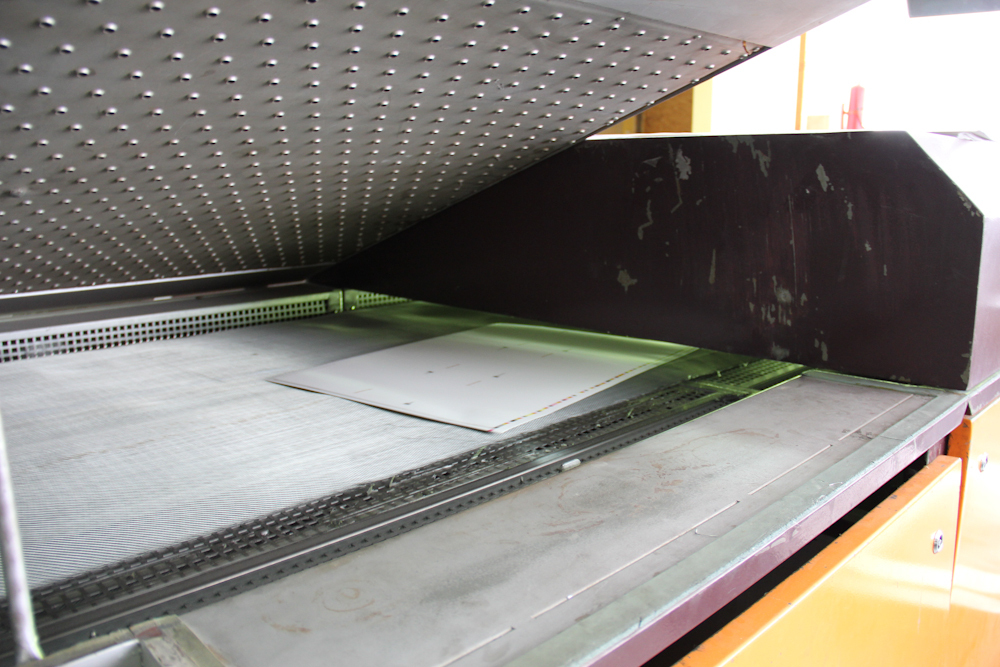
10. Если есть необходимость, бумагу подрезают на специальной резательной машине. Работник загружает на специальный вибростенд, который осуществляет выравнивание листов.

11. Под металлическими шариками создается напор воздуха, когда массивная стопка бумаги загружается на столешницу, поток воздуха высвобождается, создавая воздушную подушку. Это позволяет с легкостью перемещать стопку.
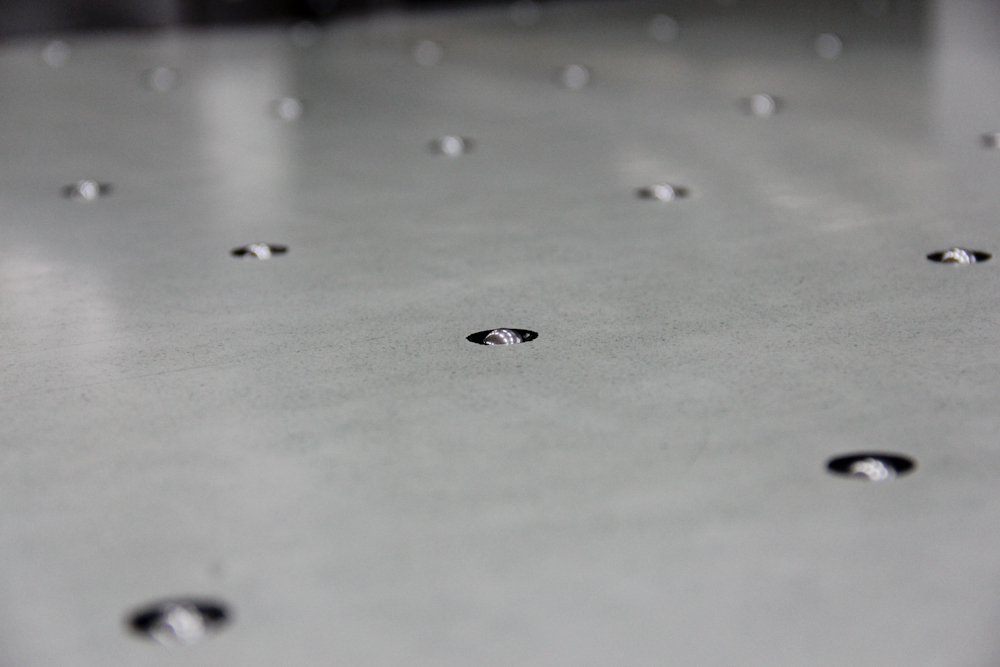
12. Так происходит более точная резка с погрешностью до 0,05 миллиметра.

13. Изображение, как правило, формируется четырьмя цветами: голубой, пурпурный, желтый и черный (CMYK). Для каждого цвета, отдельно, подготавливают специальную пластину. Предварительно исходное изображение подготавливают, раскладывая его на цвета CMYK, далее каждый цвет засвечивают на пластине. Засветка пластины происходит напрямую с компьютера, что обеспечивает более высокое качество без потерь.

14. После засвечивания пластины происходит его проявка.
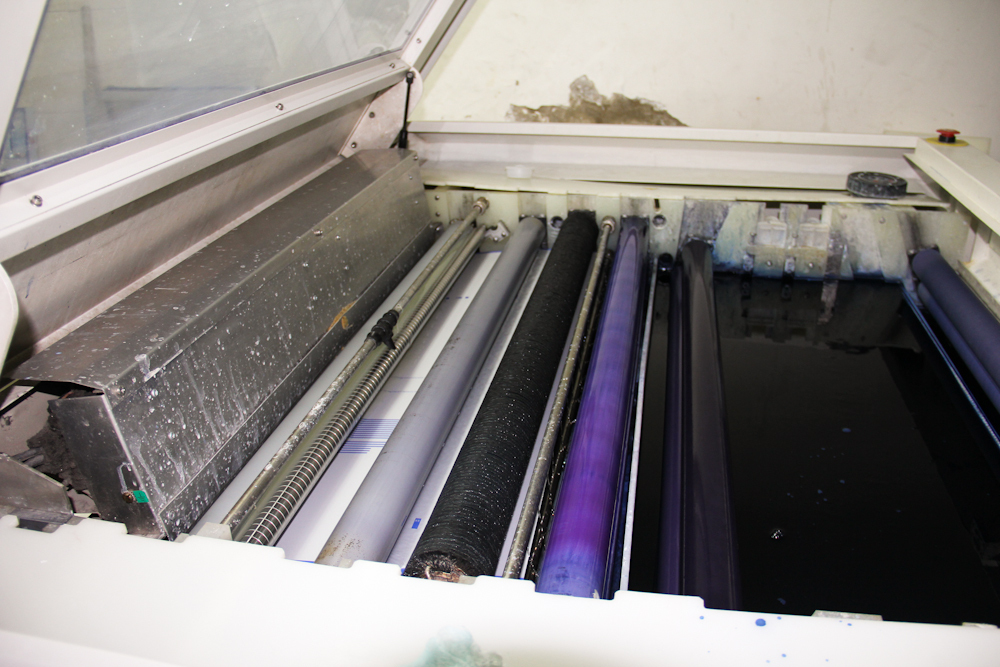
15. Далее пластину загибает и ее уже можно вставлять в печатную машину, согласно цвету.

16. Шестикрасочная печатная машина Heidelberg SpeedMaster 102-6+MCS. Дополнительные секции позволяют использовать больше красок для формирования конечного изображения. К примеру, можно выделить элемент дизайна специальной металлизированной золотой краской. Так же на данной машине шестая секция служит для нанесения лака.

17.
18. В машину загружается бумага.

19. Далее, бумага проходит по всем секциям последовательно, на каждой секции наносится определённый цветовой слой краски относительно подготовленных пластин для каждого цвета.

21. Для точного совмещения красок происходит процесс приладки.

22. Благодаря специальным маркерам в виде прицела, оператор точно сводит цвета в одно целое.

23. Оператор внимательно осматривает каждый маркер через специальную лупу.

24. Так же оператор следит за плотностью красок согласно определённым стандартам при помощи специального прибора - денситометра. В зависимости от показаний прибора оператор корректируют параметры печати. Для того что бы краска ложилась равномерно по всему листу, осуществляют процесс выкатывания краски.

25. Автоматизированная система Image Control осуществляет контроль цвета. Параметры корректируются на основе сканирования образца и на лету передаются печатной машине.

26. А это восьми красочная машина Heidelberg SpeedMaster XL-105-8-P с устройством переворота листа. Восемь секций и устройство переворота листа позволяют печатать за один проход сразу с двух сторон, что позволяет значительно сэкономить ресурсы и время.

27. Так же имеет систему Image Control.

28.

29.

30.

31. Для оперативной печати в цехе имеется меньшего формата четырех красочная печатная машина Heidelberg SpeedMaster 52-4. Формат 520×370.

32. Далее хотелось бы рассказать вам о процессах послепечатной подготовки.

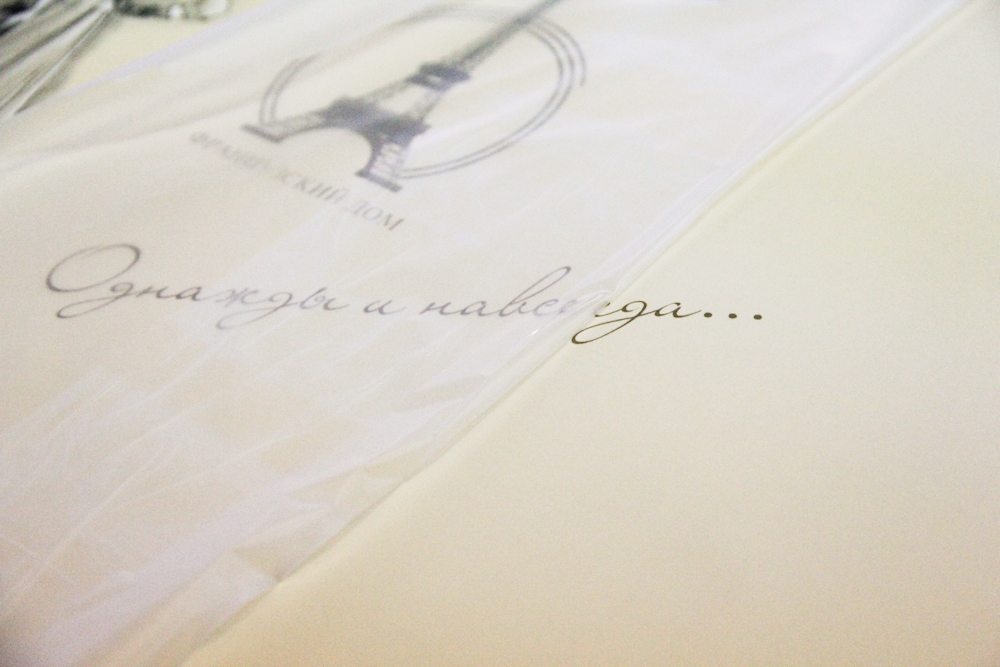
33. Машина для нанесения тиснения.

34. Тиснение представляет собой процесс создания рельефного изображения на материале (бумаге, картоне) давлением нагретого штампа и контрштампа.
35. Само тиснение бывает конгревным (выпуклым), блинтовым (углубленным) или с использованием металлической или пигментной фольги. В данном случае переносится на контур логотипа металлическая фольга.

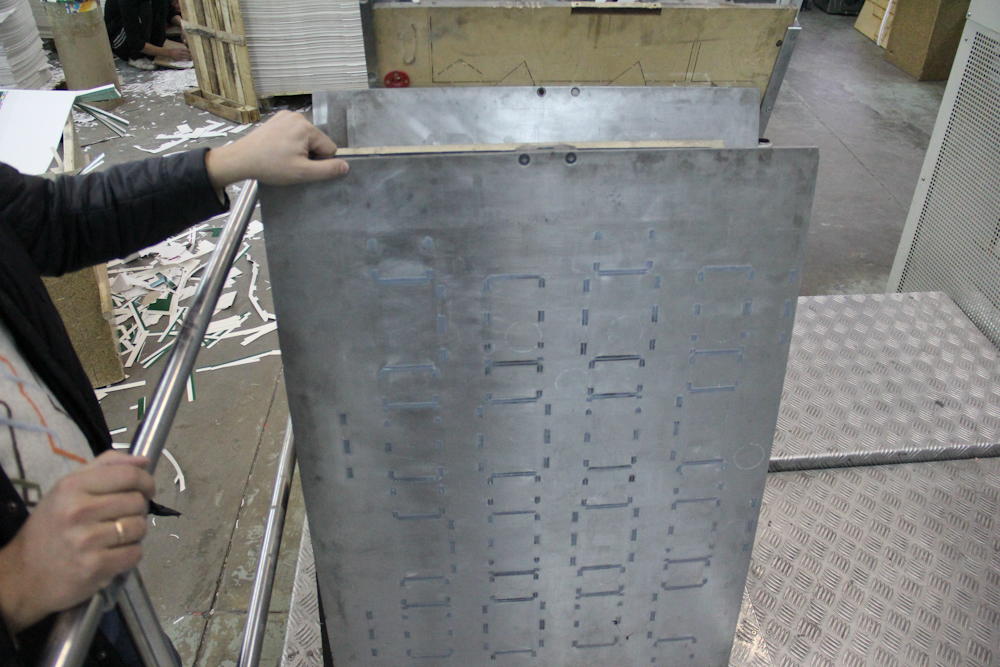
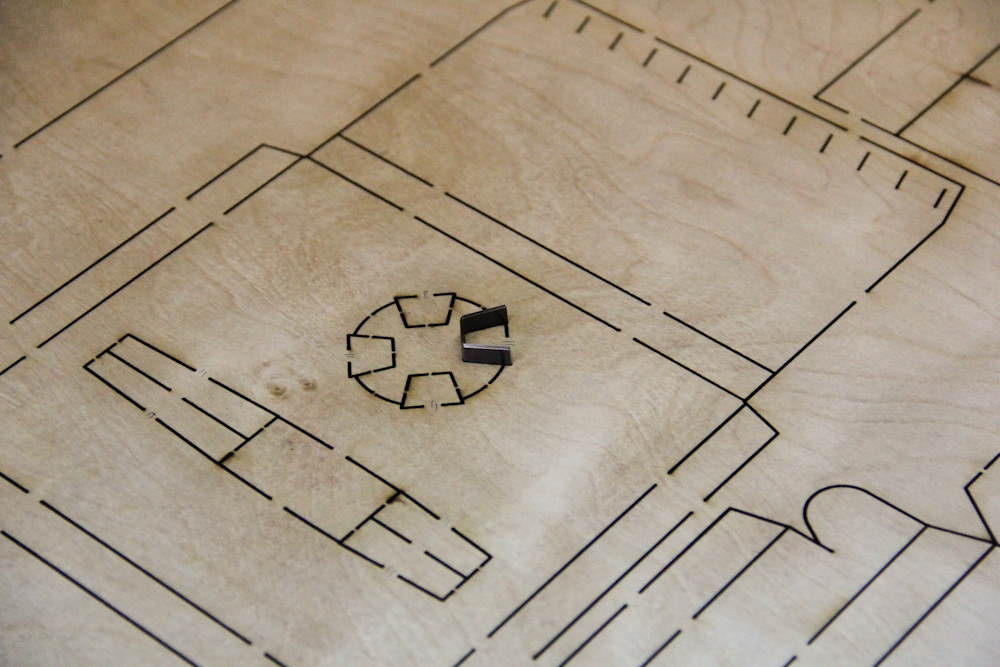
36. Так выглядит клеше.

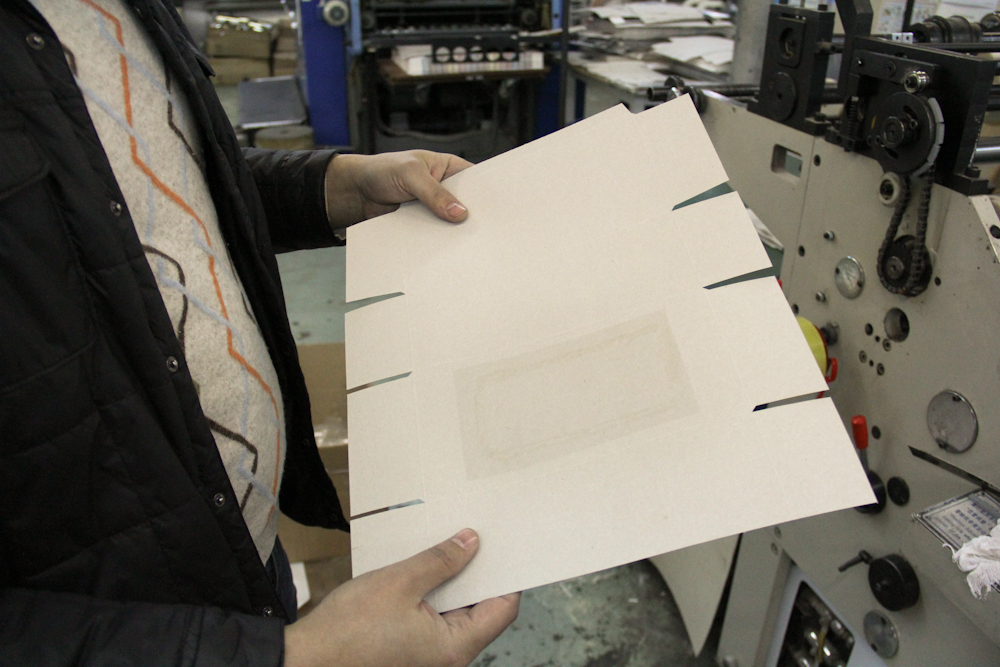
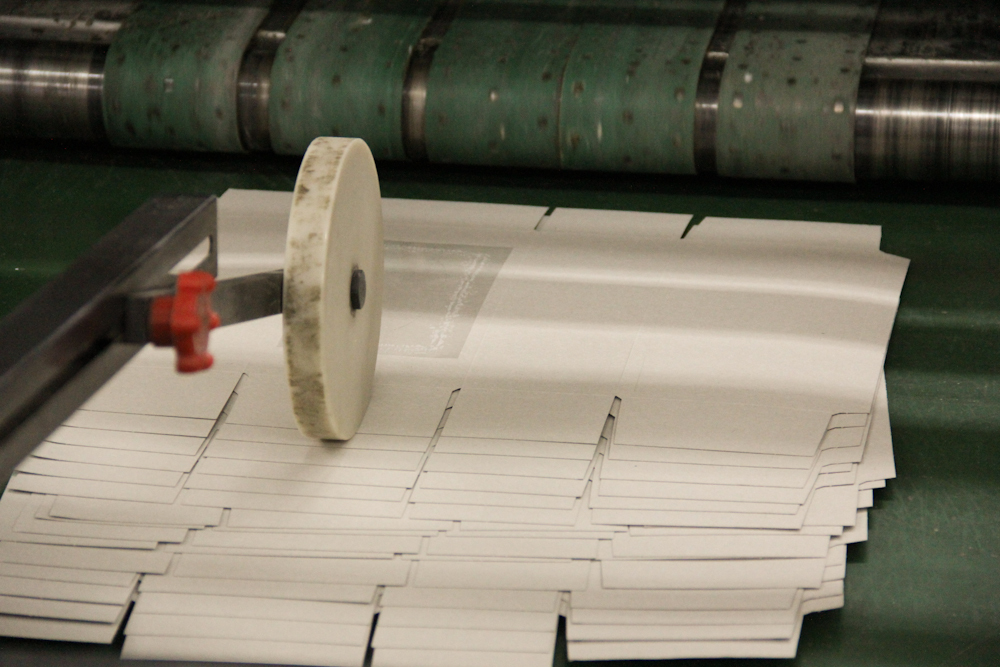
37. А здесь происходит процесс высечки. Благодаря ей полиграфическое изделие приобретает уникальную фигурную форму.

38. Специально подготовленные ножи под прессом вырезают заданной формы материалы.
39.
40. Окошко вклеивающий автомат.

41. Машина вклеивает пленку на окошки печатной продукции.
42.

43.
44.
45.
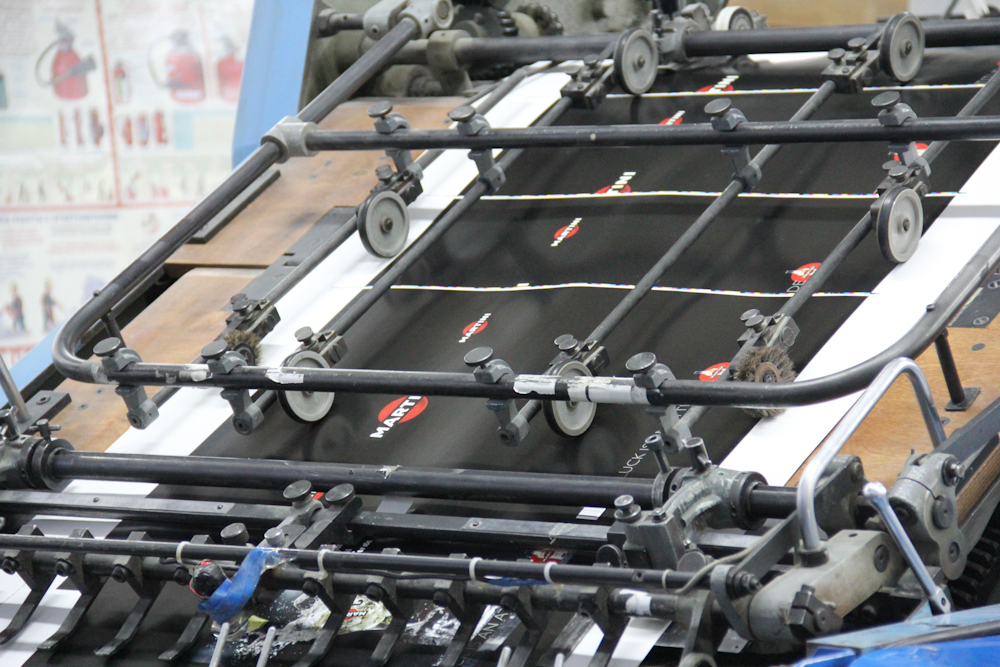
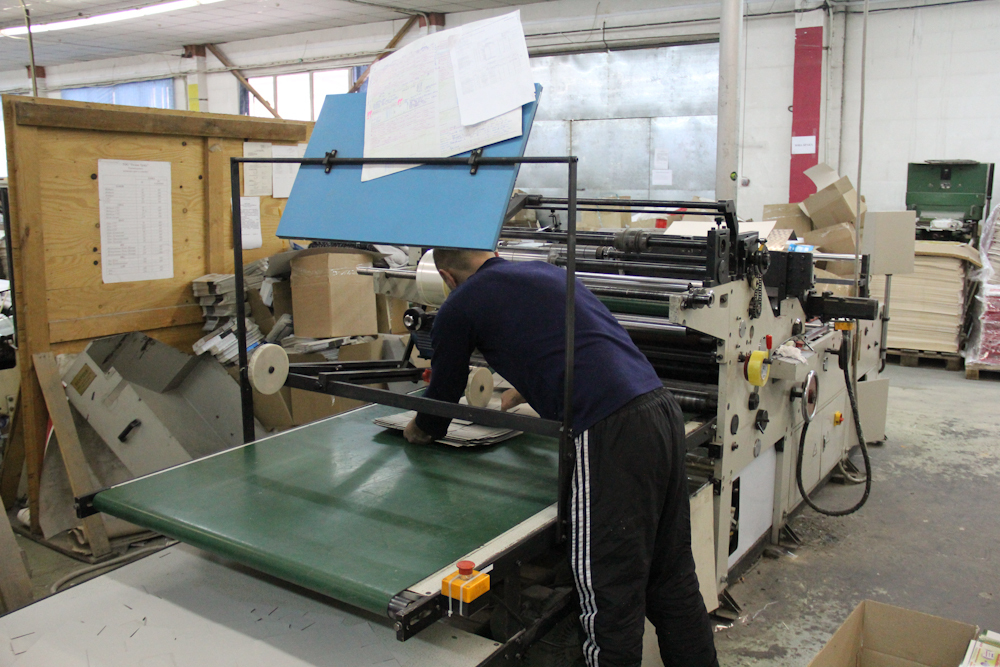
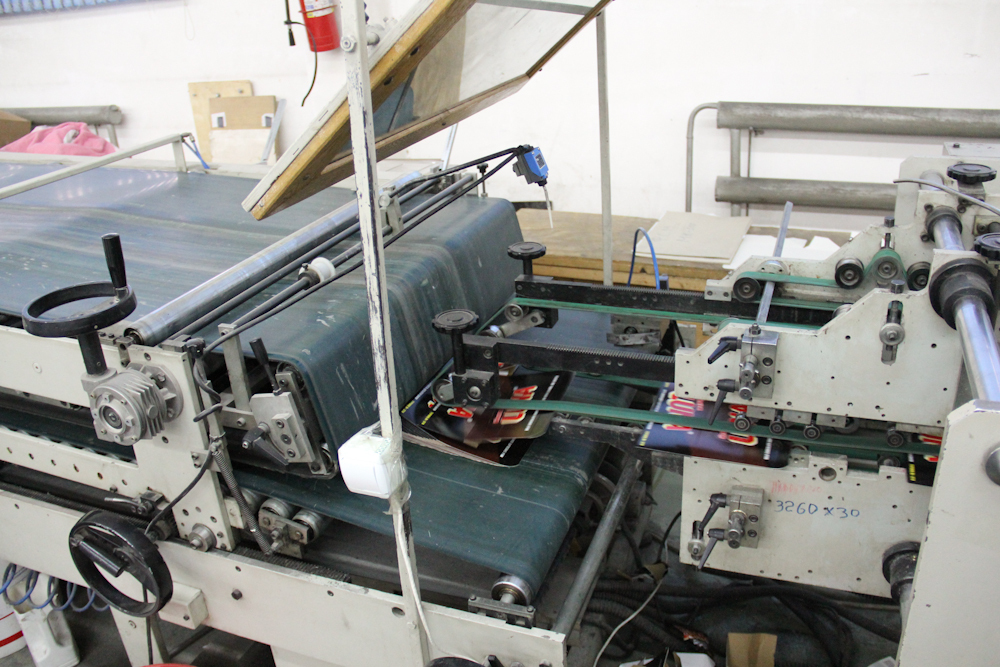
46.Машина для фальцовки и склейки упаковки.

47. Печатная продукция подается на конвейр.

48. На каждом узле машины происходит последовательная сборка коробки.

49. Узлы проектируется под каждый отдельный заказ.

50.

51. На этом узле осуществляется нанесение клея.
52.

53. Собранная коробка подается под пресс.
54.

55.

56. Ламинация позволяет защитить и укрепить печатную продукцию.

57.
58.

59. Автоматическое оборудование для голографического трансфертного лакирования ТМС 2.

60. Рулоны для голографического лакирования.

61. Оборудование для автоматического нанесения УФ лака.

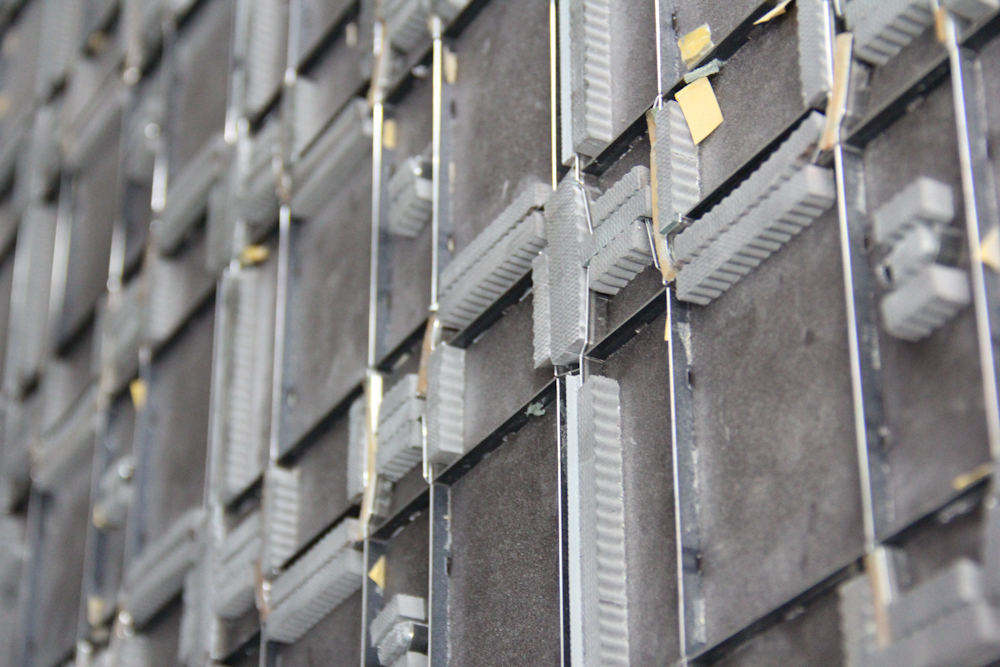
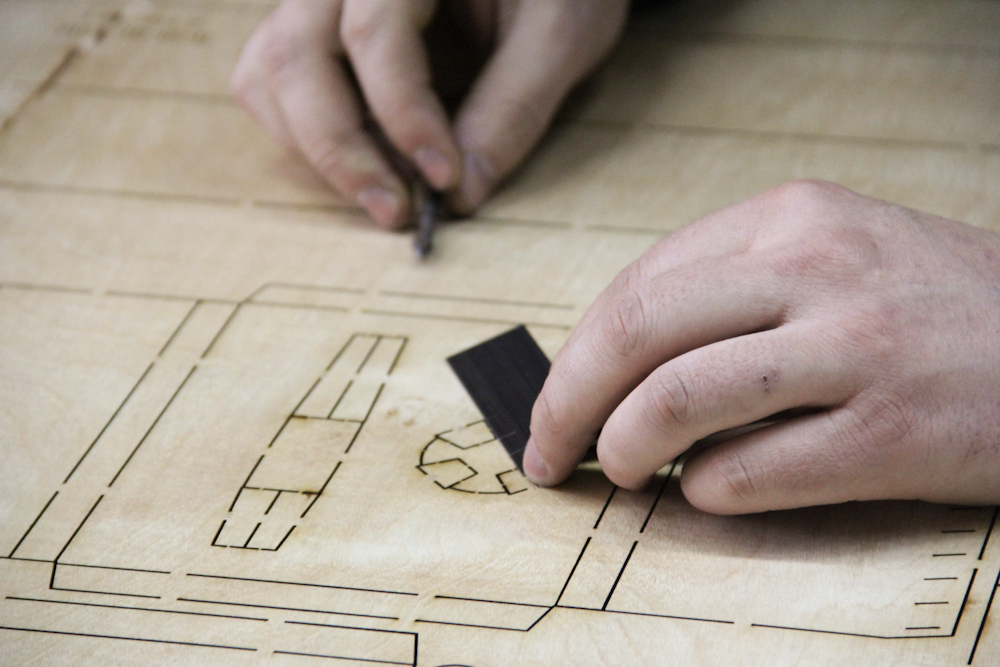
62.

63. Так происходит изготовление ножей для высечки.

64.
65.

66.

67.
68.
69.

71. Цех по производству гофрированного картона (профиль Е,С).

71.

72.

73. Здесь очень сыро.

74.
75. Здесь же находится оборудование для кэширования (склейка готвого оттиска и гофрированного картона).

76.

77.

78.

79. Продукция после кэширования должна отлежаться под прессом определенное время.

80. Вкладочно-швейно-резальные агрегаты Muller Martini, Polymat 2.

81.

82.

83.

84. Нанесение различных видов лака, в том числе и УФ способом трафаретной печати.

85. В специальной ультрафиолетовой камере лак затвердевает.
86. И в завершении хотелось бы отметить что отходы производства отправляются на переработку.

87.

До новых постов, ваш intellservice.kz.